ОБЩИЕ СВЕДЕНИЯ После разборки головки блока промыть все детали в бензине. Очистить камеры сгорания и клапаны от нагара. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскость головки, прилегающей к блоку цилиндров. Линейку ставят ребром на поверхность головки вдоль, поперек и по диагонали в разных местах и измеряют щупом зазор между ней и плоскостью головки. Если зазор превышает 0,1 мм, головку нужно прошлифовать.
Измерение высоты головки блока цилиндров
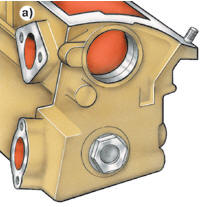 а) двигатели рабочим объемом 1,1 и 1,3 л;
а) двигатели рабочим объемом 1,1 и 1,3 л;
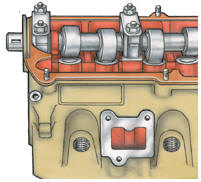 б) двигатели MH и 2G объемом 1,6 и 1,8 л
б) двигатели MH и 2G объемом 1,6 и 1,8 л
Минимальная допустимая высота головки блока: – для двигателей МН и 2G между верхней и нижней плоскостями 135,6 мм; – для остальных двигателей между нижней кромкой отверстия под сальник распредвала и нижней плоскостью 119,3 мм.Если в результате шлифовки высота головки блока получилась меньше указанной, то головку нужно заменить.Проверить боковой зазор между клапанами и направляющими втулками. Для этого вставить клапан в направляющую втулку так, чтобы конец стержня клапана был заподлицо с верхним краем втулки. Затем, покачивая клапан в горизонтальной плоскости от упора до упора, измерить индикатором величину перемещения тарелки клапана, которая и покажет зазор. Если зазор превышает 1 мм для втулок впускных клапанов и 1,3 мм для втулок выпускных, втулки нужно заменить. Перед тем как выпрессовать старую направляющую втулку, нужно измерить, на какую величину она выступает из головки блока, для того чтобы также установить новую втулку. Выпрессовывать втулку нужно через оправку. Перед запрессовкой новой направляющей втулки нужно нагреть головку блока до 70° С, смазать моторным маслом отверстие в головке и новую втулку. Запрессовывать новую втулку следует через оправку. Максимальное допустимое усилие запрессовки 1 т. После запрессовки втулки проверить и, если необходимо, рассверлить отверстие под клапан.
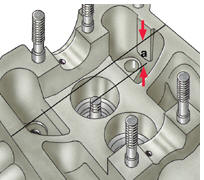 Измерение расстояния (a) между торцем стержня клапана и верхней плоскостью головки блока цилиндров
Измерение расстояния (a) между торцем стержня клапана и верхней плоскостью головки блока цилиндров
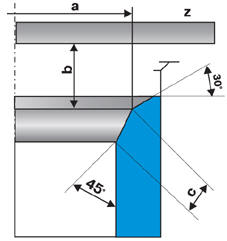 Размеры седла клапанаа – наружный диаметр седла клапана; b – расстояние от поверхности головки блока до наружного диаметра седла; с – ширина рабочей фаски седла; z – нижняя плоскость головки блока цилиндров
Размеры седла клапанаа – наружный диаметр седла клапана; b – расстояние от поверхности головки блока до наружного диаметра седла; с – ширина рабочей фаски седла; z – нижняя плоскость головки блока цилиндров
Двигатели НК Впускной клапан Выпускной клапан a = 32,2 мм a = 26,5 мм с = 2,0 мм с = 2,4 мм b = 2,55 мм b = 2,85 мм Остальные двигатели Впускной клапан Выпускной клапан a = 34,8 мм a = 27,8 мм с = 2,2 мм с = 2,2 мм b = 9,2 мм b = 9,6 мм
Проверить состояние седел клапанов, на них не должно быть следов износа или обгорания. При необходимости можно прошлифовать седла. Шлифовку производят на специальном шлифовальном станке или специальной машинкой. На двигателях с гидротолкателями клапанов при шлифовке нужно выдержать минимальный размер «а» (см. рис. Измерение расстояния между торцем стержня клапана и верхней плоскостью головки блока цилиндров). Размер «а» для впускных клапанов 35,8 мм, для выпускных – 36,1 мм. Если размер «а» будет меньше указанного, нарушится нормальная работа гидротолкателей. Уменьшение рабочей фаски седла клапана, таким образом, не должно превышать величину, равную разности между размером «а» до шлифовки и минимально допустимой величиной размера «а». Если шлифовкой не удается восстановить седла клапанов, их можно профрезеровать с последующей притиркой клапанов. Размеры седел клапанов показаны на рис. Размеры седла клапана.